
|
The main goal of roller burnishing is to achieve high-quality smooth surfaces or surfaces with pre-defined surface finish. One or more rollers or balls plastify and deform the workpiece’s surface layer. This process is used when the goal is to either achieve a high-quality surface finish or when a pre-defined surface finish cannot be achieved by machining. Please refer to VDI policy 2032, where also differences between roller burnishing and rolling are explained.
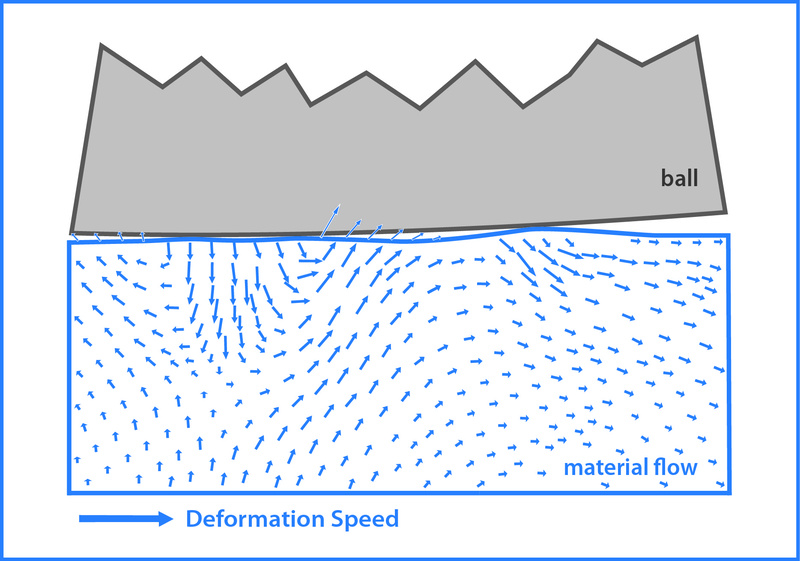
At the contact point, the burnishing force generates contact stresses in the material’s edge zone. If this stress is higher than the material’s yield strength, the material near the surface starts to flow. As the ball or roller moves across the workpiece surface, the surface’s peaks are pressed down, almost vertically, into the surface and the material then flows into the valleys between the peaks (Fig. 1). The resulting smooth surface occurs not because the peaks are bent into the surface (a widely held, but false assumption), but because the material flows, eliminating surface roughness.
Almost all processes for the manufacturing of high-quality surfaces can be replaced by roller burnishing (e.g. fine turning, grinding (superfinishing, lapgrinding, etc.), galling, honing, polishing, rubbing). This proven process entails considerable technological and economic advantages for surfaces in the roughness area Rz < 10 µm.
-
Burnished surfaces are special in its structure and can be characterized as follows:
- Low roughness (Rz < 1 µm / Ra < 0,1µm) or defined roughness.
- Rounded surface profile.
- High surface bearing ratio.
- Less friction and wear.
- Increased hardness through cold working.
Benefits are:
- Short cycle time and elimination of set-up and auxiliary processing time.
- For use with either conventional or CNC-controlled machines.
- Complete processing in one setting.
- Removes no material and generates no waste.
- Easily reproducible.
- Low lubricant requirements.
- Low noise emission.
- Long tool life.
- No dimensional change through tool wear.
-
