
 |
 |
 |
The technology developed at ECOROLL AG can be applied across a broad spectrum of industries, including engineering, medical technology, automotive industry, aircraft and aerospace, energy industry and anywhere metal parts must be improved to increase fatigue strength and service life or to facilitate better function. Roller burnishing and deep rolling tools are compatible with almost every tool machine (e.g. conventional and CNC-controlled lathes, drills, milling machines, and other machine centers). Thus, a work piece can be burnished or deep rolled in one setting directly after machining. For certain cases, where complex tool machines are involved, a separate deep rolling machine can be offered for use in parallel during machining.
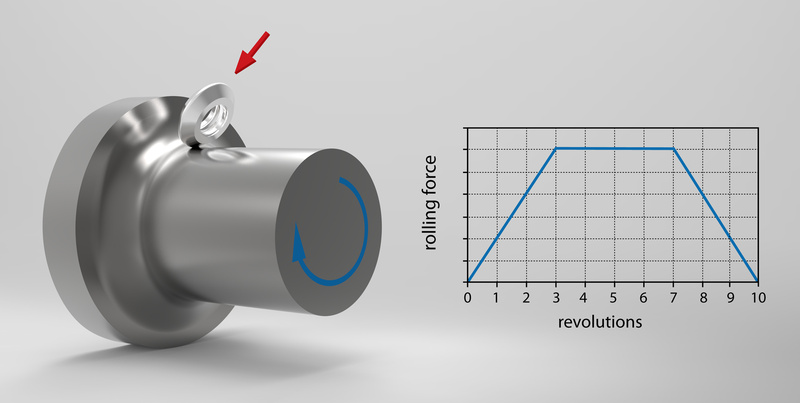
For both processes different process kinematics are possible. The easiest variant is plunging (Fig. 1). Here, a roller or ball is pressed against the surface of a workpiece in at an axial position. The burnishing force is built up during several rotations and kept at level during the following rotations. At the end of this process the burnishing force is reduced during the final rotations. This procedure is necessary to prevent stress gradients in the surface layer of a component which could lead to its early failure. This kinematic is primarily used for deep rolling to eliminate, for example, notch effects on wavelike components.
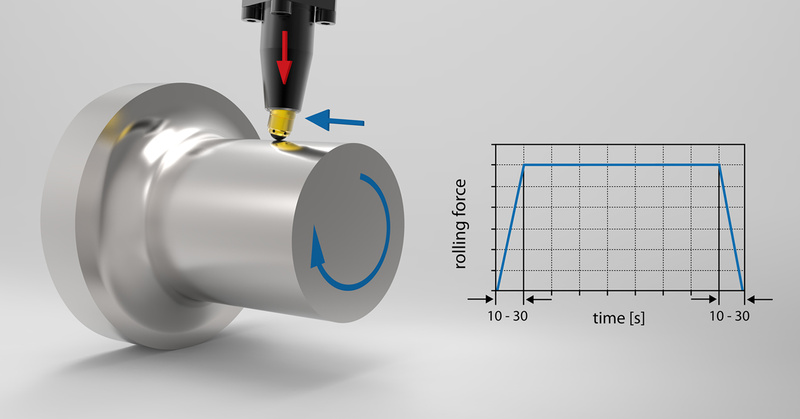
The second variant, feeding, is used for easy and quick machining of, for example, cylindrical surfaces (Fig. 2).
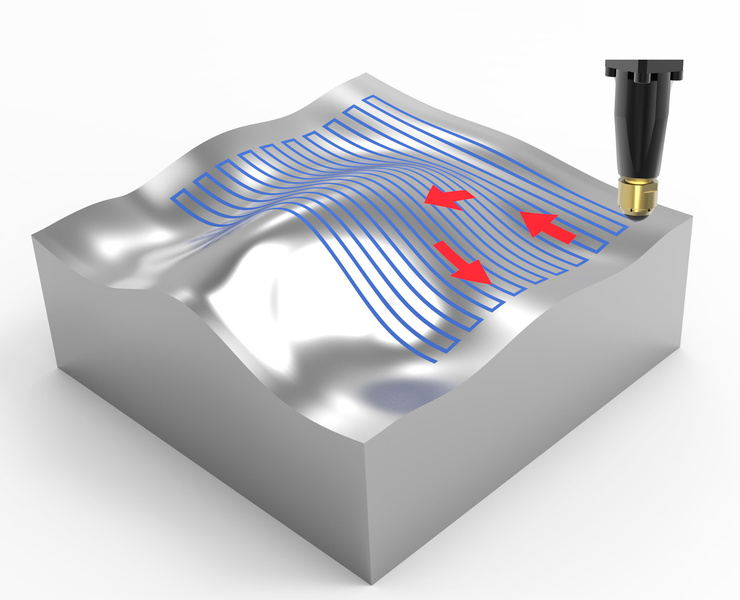
Tools with a hydrostatically loaded ball can roller burnish and deep roll even the most complex contours and free-form surfaces (Fig. 3). Its unique following system enables the burnishing ball to follow the workpiece contour while maintaining a constant burnishing force. For safety-relevant components where a constant process quality is indispensable, only force-controlled tools can be used for roller burnishing and deep rolling.
Moreover, hydrostatic tools can process materials up to a hardness of 65 HRC (hardness Rockwell C). Even then, smoothing, cold work and induction of residual compressive stresses in the component’s surface layer are achieved.
The main difference between deep rolling and roller burnishing is the goal setting. When the application goal is to improve surface finish (i.e. to achieve a specific roughness), roller burnishing is the choice. The main objective of deep rolling is increasing fatigue strength of a component. This improvement of its operating life is mainly based upon strain hardening and the induction of residual compressive stresses in its rim zone. However, the simultaneous improvement of other surface qualities is, of course, beneficial but not as important in deep rolling.
Furthermore, quality management is different for both processes. For roller burnishing a simple measurement of finish quality is required. If a pre-defined parameter is not achieved, the burnishing process can be repeated.
When it comes to deep rolling, more complex procedures are needed, such as durability tests or residual stress measurements, which lead to a destruction of the component. For quality assurance during deep rolling a reliable reproduction of pre-defined and approved parameters is necessary. Especially, where safety-relevant components are concerned process monitoring and documentation during operation is indispensable.
