利用高压冷却润滑进行加工
- 可在机床上通过结合刀具和高压内部冷却系统,或自动进行刀具替换至BTA界面。
- 首先,冷拔管套进行预加工,刮削前,对热压套管进行沉孔加工
- 自动替换刀具后,通过滚光对套管进行精加工。该刀具配备了内部高压冷却剂,以确保冷却润滑同时有效的去除加工杂质,使表面保持光滑平整。
- 减少辅助加工时间
- 加工焊接后工件可提高其表面质量及其几何形状
- 可省去深孔钻床的投资成本
- 符合小批量加工要求,性价比更高
- 可加工通孔和台阶孔
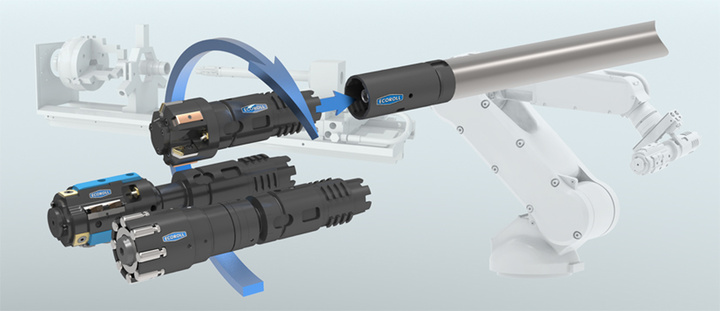
- 刀具界面(1):
- 与BTA刀具相反,该刀具安装在固定镗杆的滚光装置部位,套管旋转40°夹紧连接,方可使用
- 套管转回原位置,断开
- 通过自动转换装置或手动变便可进行刀具的转换
- 刀具上的凹槽可以处理所有的加工介质,如已使用过的冷却剂,或者液压控制装置
- 扩孔刀具(2):
- 通过喷嘴向刀片喷洒冷却剂
- 高压快速冷却润滑剂,能更好的改善润滑效果,移除切屑
- 刮削刀具(3):
- 冷却方式与扩孔刀具相同
- 刮削刀头启动后冷却剂泵即可驱动
- 冷却装置泄压后,刀头收回。无需单独控制液压装置。/li>
- 滚光刀具(4):
- 孔壁朝向喷嘴式内部冷却供应,确保滚光前有效的清洁表面
- 集刮削与滚光一体式刀具(5):
- 用于大批量的长管套加工,集高压内部冷却与自动刀具控制于一体